home Inhaltsverzeichnis
erste Version am 21.11.2018
letzte Änderung am 28.01.2019
Aufbau eines 3D-Druckers vom Typ Velleman K8200 -
Seite 4
ABS - der zweite (und dritte) Versuch
Vorhin kam mir der Gedanke, dass ich ja jetzt neben einem
vernünftigen Heizbett auch ein vernünftiges Hotend am Drucker
verbaut habe. Somit besteht nun wieder die Möglichkeit, dass der
ABS-Druck klappen könnte. Die Extraktions-Probleme vom ersten
ABS-Versuch bestehen in der Form schließlich nicht mehr.
Und....wenn schon - denn schon. Das wird gleich ein Hardcore-Test.
Das heißt: ohne solchen Esoterik-Kram, wie "während des ABS-Drucks
darf nicht einmal die Tür des Raumes geöffnet werden - weil das ja
die Umgebungstemperatur verändern würde". Mimimi....
Gerade druckt ein weinender Engel mit 230°C / 80°C und 0% Infill.
Ich habe einen 10-Line-Brim spendiert. Wahrscheinlich wären 20 oder
sogar 30 sicherer gewesen....
Nach den ersten zwei Zentimetern habe ich erstmal gelüftet. Draußen
sind es vielleicht 5°C. Aber egal, das muss es abkönnen - sonst ist
das nix für mich.
Jetzt ist er bei 35mm Höhe angekommen und noch sieht es komplett
schmerzfrei aus.
Nun sind es 45mm Höhe und der Druckbereich ragt bereits deutlich
über die Grundfläche+10-Line-Brim hinaus. Gelegentlich knackt
es verdächtig..... hoffentlich löst sich der Druck nicht doch noch
vorzeitig vom Heizbett. Notfalls probiere ich es danach mit einem
30-Line-Brim.
So. Die Hälfte hat er geschafft. Ebene 325 von 643 bzw. 65,05mm.
Jetzt geht es mit der Retraktion für die Flügel los. Noch ist alles
gut. Der Brim ist zwar an einer Stelle schon gebrochen, aber der
Engel hat ja noch seinen eigenen / echten Boden. Der hat eine Höhe
von drei Layern und wird nicht so schnell brechen.
Bei Ebene 378 war es vorbei. Der Engel kam ins Wanken - um
nicht zu sagen: hat sich vom Bett gelöst.
Elender Mist.
Ob nun ein 30-Line-Brim was gebracht hätte, würde ich mal
bezweifeln. Wenn er bricht, bringt er nix. Dann eher ein
Selbstbau-Brim mit mehreren Layern Höhe.
Oder wieder mit 240°C drucken - wie beim ersten Versuch. Zwar ist
die Temperatur-Range bei diesem Filament mit 190-230°C angegeben,
weil das aber quasi der Standard-Bereich ist, kann man das
wahrscheinlich ebenso gut vergessen.
Ich probiere es morgen nochmal mit einem 30-Line-Brim und 240°C /
95°C. Mal schauen, ob der Engel danach trotz des neuen Hotends
wieder skelettierte Arme hat (im Sinne von: zu wenig
Extraktion nach Retraktion+Travel - weil das beim Travel
rausgesuppte Filament an der vorgesehenen Extraktions-Position
fehlt).
Er druckt jetzt mit den genannten Einstellungen und ist gerade
wieder bei Ebene 325 angekommen. Noch ist der Brim nirgends
gebrochen - allerdings knackt es hin und wieder dezent....aber
unheilvoll.
Ebene 378 ist überschritten, der Brim ist noch intakt.
Bei Ebene 478 ist bereits der erste Arm abgekoppelt bzw. nur noch
mit Retraktion erreichbar. Noch sieht alles gut aus. Vor allen
Dingen kommt beim Arm diesmal genug Filament an, so dass er nicht
skelettiert aussehen wird.
Ebene 545: das erste Fingerchen wird abgekoppelt gedruckt.
Fertig! :-)
Hier mal die Gegenüberstellung (Bilder anklicken für volle Größe):
Der einzige Unterschied beim Druck war das Hotend. Ansonsten wurden
beide Engel mit den exakt gleichen Settings gedruckt. Lediglich der
Brim hatte beim ersten Engel offenbar 40 statt 30 Lines.
Somit könnte man nun sagen, dass der Druck von ABS auf dem
modifizierten K8200 mit 240°C / 95°C klappt.
Wahrscheinlich sollte ich meine Hotend-Lüfter-Automatik auf drei
Minuten Nachlaufzeit umstellen.
Wenn er nämlich von 240°C kommt, ist er nach einer Minute erst auf
186°C runter gekühlt - und das erscheint mir etwas zu früh, um den
Lüfter abzuschalten.
Offenbar braucht es den Brim bei ABS auch bei relativ flachen
Kleinteilen. Eben habe ich zwei solche Teile ohne Brim gedruckt und
zuerst gabs Warping an einem Teil, zwei Ebenen höher wurde das Teil
von der Nozzle auf dem Bett verschoben.
Ich probiere es jetzt mal mit einem 10-Line-Brim und einem frisch
mit Aceton sauber-gewischten Heizbett.
Hat geklappt.
Ebenfalls geklappt hat es mit den drei Minuten bei der
Hotend-Lüfter-Automatik. Jetzt wird der Lüfter bei 112°C
abgeschaltet, wenn er von 240°C kam.
Allerdings werde ich mit ABS wahrscheinlich nur sehr selektiv
drucken. Nicht nur, dass das Aufheizen die doppelte Zeit benötigt -
beim Abkühlen ist es natürlich ebenso.... Dafür sind die Ergebnisse
deutlich steifer, als bei PLA oder PLA+. Auch soll die
Erweichungstemperatur bei knapp unter 100°C liegen.
Also wird es immer wieder mal Fälle geben, wo sich der Mehraufwand
lohnt....und ich meine ABS-Vorräte (2Kg/3mm und 1Kg/1.75mm)
verbrauchen kann.
Noctua Lüfter
Kürzlich habe ich die zwei bisherigen Lüfter durch zwei sehr leise
laufende Noctua-Lüfter
ersetzt.
Beim Objekt-Lüfter war nicht mehr zu tun, als der einfache Austausch
des Lüfters.
Der beim neuen Hotend mitgelieferte Lüfter hatte jedoch geringere
Abmessungen, als der vorgesehene Noctua-Lüfter. Folglich passte die
Halterung mit 30x30mm nicht mehr zum Lüfter mit seinen 40x40mm. Diese
Halterung löst das Problem.
Beim Objekt-Lüfter hatte ich es zuerst mit dem 20mm tiefen
Noctua-Lüfter probiert, den ich mir eigentlich für den
Anycubic I3 Mega gekauft hatte.
Am Anycubic hat das Ding jedoch keinen
Mucks von sich gegeben. Da fand ich es eine gute Idee, ihn
stattdessen nun eben am K8200 Dienst tun zu lassen.
Aber auch am K8200 macht das Teil Zicken. Konkret muss der Lüfter im
Repetier-Server mindestens auf 80% Drehzahl gestellt werden, damit
er überhaupt anläuft.
Damit kann ich ihn auch am K8200 nicht gebrauchen ... und nutze
deshalb nun zweimal das 40x40x10mm-Modell.
Und das ist jetzt sehr viel schöner als vorher. Selbst wenn beide
Lüfter auf 100% laufen, hört man fast nix davon.
beide Drucker beisammen
Vorgestern war ich im Baumarkt und habe 157€ für Holz, ein Lochblech
und zwei Flaschen mit je 500ml Aceton (zur Heizbett-Reinigung)
ausgegeben.
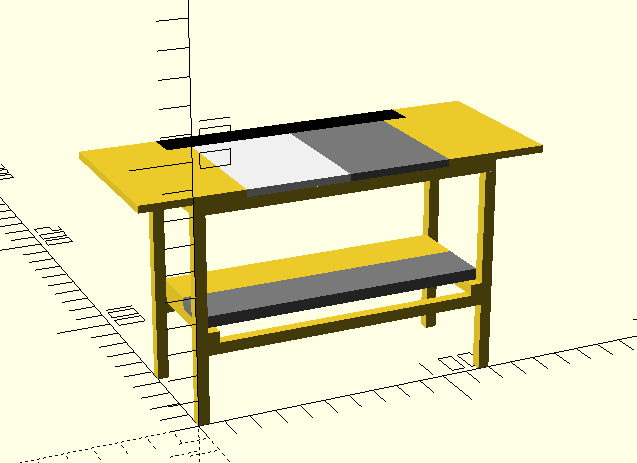
Das Holz und Lochblech waren für einen Tisch vorgesehen, auf dem
beide Drucker endlich nebeneinander Platz finden sollen.
Dessen Planung sah so aus (die unterschiedlichen Farben dienen der
Einzelteil-Erkennung):
Gestern habe ich das Tisch-Bau-Projekt abgeschlossen. Danach ist
erstmal aller Druckerkram eins-zu-eins auf dem Tisch gelandet. Wegen
der zwei RasPi's musste ich zusätzlich noch einen alten
8-Port-Switch samt Netzteil reaktivieren (eigentlich war ich nur zu
faul, ein weiteres Netzwerk-Kabel vom Core-Switch zum
Drucker zu legen).
Der Tisch steht sehr stabil, nix wackelt und der Funktionstest mit
beiden Druckern war erfolgreich.
Eben stand dann der erste Druck an. Weil mir das irgendwie noch
nicht so ganz gefallen hat, habe ich den Switch noch vor seinem
ersten Einsatz wieder abgebaut. Stattdessen ist im RasPi3 nun auch
der K8200 eingerichtet und der alte RasPi(1) wird in der Bastelkiste
verschwinden.
Momentan sind beide Drucker ingange (Bild anklicken für volle
Größe):
Irgendwann werde ich vielleicht noch das eingebaute Netzteil des
Anycubic (wegen des darin verbauten Terror-Lüfters) ausbauen und den
Anycubic mit an das 500W-ATX-Netzteil hängen. Bisher müsste das noch
vollkommen unterfordert sein. Es liefert Strom für den RasPi, etwas
Beleuchtung und das Heizbett des K8200.
Das Hotend des K8200, wie auch dessen Controller-Board, werden noch
aus dem vorgesehenen/mitgelieferten 15V-Netzteil gespeist.
Laut Doku hat das Heizbett 0.9Ω bei 12V. P=U*I, I=U/R ->
I=12/0.9=13.33A -> P=12*13.3=160W. Also etwa 300W Luft nach
oben.
Gerade habe ich in einem Video
gesehen, dass das Anycubic-Netzteil laut Typenschild mit 12V, 25A
spezifiziert ist. Das wären somit P=U*I=12V*25A=300W.
Also sollte ich wohl erstmal auf ein 800W-ATX-Netzteil umrüsten....
Ich mag es nicht, wenn Dinge am Anschlag betrieben werden.
zweifarbiger Druck
Heute hatte aus irgend einer Laune heraus die Idee, dass ich mal
zweifarbig drucken möchte.
Die Herausforderung dabei ist, den Druck an einer definierten Stelle
zu pausieren und möglichst sofort eine Filament-Wechsel-Position
anzufahren (die natürlich außerhalb des Druckobjekts liegt). Dort
kann man dann in aller Ruhe das Filament wechseln, um final die
Druckpause zu beenden bzw. den Druck fortzusetzen.
Zwar bietet der Repetier-Server im Steuerungs-Menü eine Schaltfläche
für Pause, jedoch müsste man die ja im genau richtigen
Moment betätigen.
Laut Doku
gibt es das Kommando @pause, mit dem der Druck aus dem G-Code heraus
pausiert werden kann.
Bei meinem ersten Versuch habe ich also einfach das Kommando @pause
; vor dem Layer eingefügt, den ich mit der geänderten Farbe
drucken wollte.
Das hat dann auch dazu geführt, dass der Druck an exakt dieser
Stelle pausiert hat und im Web-GUI auf "Druck pausiert" umgeschaltet
wurde.
Allerdings blieb die Nozzle einfach an dieser Stelle stehen. Ich
musste von Hand (mittels der Steuerungs-Elemente unter Bewegen)
zuerst einen Millimeter nach oben und dann mehrmals 10mm seitlich
fahren.
Zusätzlich ist im Pause-Modus die Schaltfläche zur Motor-Abschaltung
ausgegraut. Deshalb musste ich den Filament-Wechsel auf der
dafür vorgesehenen Filament-Wechsel-Seite machen. Das hatte ich
vorher noch nie benutzt....
Irgendwann war der Filament-Wechsel vollbracht und ein Klick auf Fortsetzen
hat dazu geführt, dass die Nozzle wieder zu genau der Position
gefahren wurde, an der die Pause eingeleitet worden war.
ABER: nach Klick auf die Schaltfläche, mit der der Filament-Wechsel
als beendet gemeldet wird, wurde offenbar die Heizung des Hotends
abgeschaltet.
Gemerkt habe ich das natürlich erst, als kein Filament mehr
extrudiert wurde. Fazit: erster Versuch für die Tonne.
Beim zweiten Versuch habe ich in der Zeile nach dem @pause-Kommando
zusätzlich ein M104 S210 eingefügt. Damit hat der
Druck schließlich funktioniert und es ist ein weißer Thin Man mit
schwarzer Hose entstanden.
Auch wenn es auf diese Weise funktioniert hat.....schön ist das
nicht. Sehr viel besser wäre es, wenn die Nozzle automatisch (ohne
die manuelle Steuerung verwenden zu müssen) an eine Position
gefahren würde, die sich außerhalb des Druckobjekts befindet.
Eine Verbesserung wäre schon mal, das @pause-Kommando nicht vor,
sondern unmittelbar hinter dem Layer-Wechsel einzufügen. Damit
könnte der erste Z-Lift entfallen und die Nozzle direkt seitlich vom
Druckobjekt wegbewegt werden.
Und das Zur-Seite-Fahren sollte auch kein Hexenwerk sein.
Lautet der relevante Teil im G-Code etwa:
;LAYER:8
M106 S254.1
G0 X96.012 Y63.25 Z2.25
Dann würde das geändert werden auf:
;LAYER:8
M106 S254.1
G0 X96.012 Y63.25 Z2.25
G0 F3150 X10 Y10
; Filament-Wechsel-Position
anfahren
@pause ;
M104
S210
; nach der Pause erstmal Hotend wieder einschalten
G0 X96.012 Y63.25 Z2.25
; letzte Position vor der Pause anfahren
Das könnte soweit funktionieren.....jedoch nur, wenn im
vorausgehenden G-Code das G91-Kommando
für "Relative Positioning" nicht vorkommt bzw. nicht mehr aktiv ist.
Der Test war erfolgreich. Genau so habe ich mir das vorgestellt.
Nachdem der Pause-Modus lief, konnte ich die Nozzle problemlos
zunächst 10mm hochfahren und danach das Filament wechseln.
Einen kleinen Schwachpunkt gibt es aber: nachdem das Pausen-Ende
angeklickt wurde, fährt die Nozzle sofort senkrecht runter (hier auf
2.25mm Höhe).
Wenn dort noch das vorher beim Wechseln extrudierte Filament auf dem
Heizbett liegt, matscht die Nozzle mitten in den Siff rein und zieht
den den ganzen Klumpen zum Druckobjekt.
Ich konnte es glücklicherweise noch rechtzeitig zurückziehen - und
habe keinen weiteren Fehlversuch produziert.
Quasi als Belohnung für meine schnelle Reaktion habe ich jetzt auch
einen schwarzen Thin Man mit weißer Hose. :-)